
2022-08-19
工藝參數的確定對焊接質量有很大影響。一般無鉛波峰焊工藝參數焊接溫度250~260℃,預熱溫度100-130℃,預熱時間60秒以上,預熱溫升速率3℃/秒以下,冷卻速率8-10℃/秒。
波峰焊的溫度控制:
波峰焊的溫度并不等于錫爐溫度,在線測試表面,一般焊接溫度要比錫爐溫度低5℃左右,也就是250℃測量的潤濕性能參數大致對應于255℃的錫爐溫度。通過實驗表明,一般的無鉛釬料合金,最適當的錫爐溫度為271℃。此時常用的無鉛合金一般存在最小的潤濕時間和最大的潤濕力,如圖5-27所示。當采用不同的助焊劑時,無鉛釬料潤濕性能最佳錫爐溫度有所不同,但是差別不大。
波峰焊錫爐的溫度對焊接質量影響很大。溫度若偏低,焊錫波峰的流動性變差,表面張力大,易造成虛焊和拉尖等焊接缺陷,失去波峰焊接所應具有的優越性。若溫度偏高,有可能造成元件損傷,增強釬料氧化。
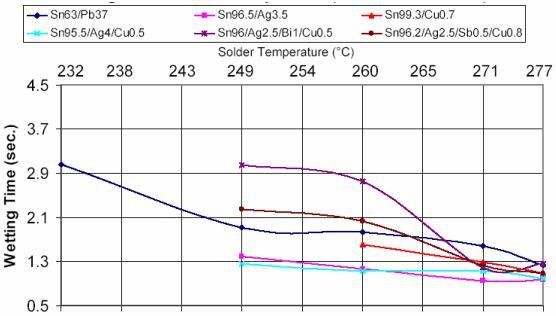
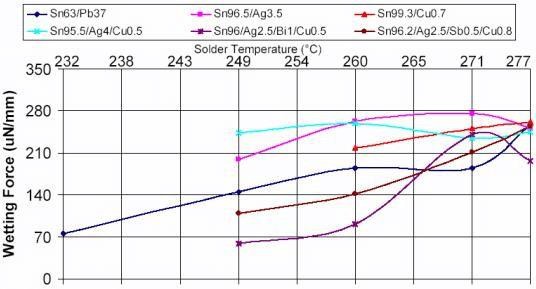
不同無鉛釬料在不同溫度下的潤濕力和潤濕時間
對于Sn-0.7Cu釬料合金+無鉛專用助焊劑/低VOC助焊劑組合而言,焊錫槽的最佳溫度為260-270℃;復合雙面板一般要比單面板溫度高10~25℃左右;無鉛波峰焊中最好使用Tg高的基板材料,因為其有更好的阻抗能力。無鉛波峰焊對于元器件影響不是很大,圖5-28為SAC405釬料在焊接溫度下對不同測試點溫度的測試數據,可以看出幾條曲線溫度相近。
波峰高度:
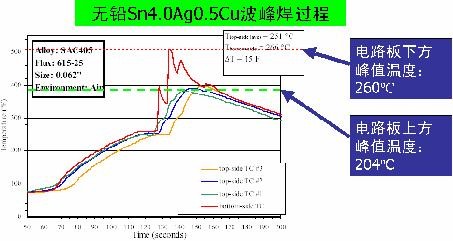
溫度曲線測試結果
波峰高度的升高和降低直接影響到波峰焊的平穩及波峰表面焊錫的流動性。適當的波峰焊高度可以保證PCB有良好的壓錫深度,使焊點能充分與焊錫接觸。平穩的波峰焊可使整塊PCB在焊接時間內都能得到均勻的焊接。當波峰偏高時,表面液態釬料流速增大。雷諾數值增大將使液態流體進行湍流狀態,易導致波峰不穩定,造成PCB漫錫,損壞PCB上的電子元件,但是有利于焊縫的填充,易引起拉尖、橋連等焊接缺陷。波峰偏低時,泵內液態釬料流速低為層流態,因而波峰跳動小,平穩。焊錫的流動性變差,容易產生吃錫量不足,焊點不飽滿等缺陷。波峰高度通常控制在PCB板厚度的1/2~1/3。
浸錫時間:
被焊表面浸入和退出溶化釬料波峰的速度對潤濕質量,焊點的均勻性和厚度影響很大。釬料被吸收到PCB焊盤通孔內,立即產生熱交換。當印制板離開波峰時,放出潛熱,釬料有液相變為固相。當錫爐溫度在250~260℃左右,焊接溫度就在245℃左右,焊接時間為3~5s左右。考慮到環境溫度的變化,助焊劑性能和釬料的溫度,接觸時間也有所不同。
冷卻系統:
無鉛化之后,通孔基板波峰焊接時常常會發生剝離缺陷,其原因是因為在冷卻過程中釬料合金的冷卻與PCB的冷卻不匹配。此外無鉛釬料與鍍有Sn-Pb合金的元件會共同存在一段時間,如果采用含Bi無鉛釬料,剝離現象更為凸出。目前解決的最好辦法是出口加冷卻系統,采用較大冷卻速率。
焊后的冷卻還從三個方面影響釬焊焊點形態和厚度:(1)影響焊點的晶粒度。適當的過冷度會增大形核率,細化晶粒,提高焊點強度。(2)影響IMC的形態核厚度。對于銅焊盤表面常常會形成一種η-Cu6Sn5相化合物,其不斷長大,形成IMC。隨著擴散的進一步深入,在銅盤與η-Cu6Sn5之間會形成ε-Cu3Sn相。實驗表明,IMC厚度一般以1-3μm為宜。過厚的IMC會導致焊點斷裂,韌性和抗低周疲勞能力下降,并且層狀的Cu3Sn電子化合物則呈脆性,焊接強度低,導電性能差,從而導致焊點可靠性下降。(3)影響低熔共晶的偏析。焊點結晶過程中由于化學成分不均勻而往往導致偏析產生,再加上低熔共晶的存在,冷卻過程中造成焊點內應力而產生焊接裂紋。抑制偏析可以從兩個方面努力:(1)研制固液共存溫度范圍小的釬料;(2)提高冷卻速度,使釬料合金來不及產生偏析就已經凝固。
冷卻系統應滿足以下技術要求:
1)氣流應定向,應不導致釬料槽表面的劇烈散熱;
2)風壓應適當,過大易產生擾動焊點;
3)冷卻速度要求適中,急速冷卻將導致較大的熱應力而損壞元器件。
目前廣泛應用的冷卻方式是強制自然風冷卻,其冷卻速度為3-4℃/s,基本上可以滿足一般PCB的焊接要求,另外一種冷卻方式是采用強制冷源冷卻,其冷卻速度可達8-10℃/s。對于表面組裝比較復雜的PCB,或者是多層板、混裝板建議采用這種冷卻方式,其冷卻效果比較好。
傳輸系統:
傳輸帶是一條安放在輥軸上的金屬傳送帶,它支撐PCB通過波峰焊接區域。傳輸帶必須平穩,并維持一個恒定的速度。傳輸帶的速度和角度可以進行控制。通過傾角的調節,可以調控PCB與波峰面的焊接時間。適當的傾角有助于液態釬料與PCB更快的脫離,使之返回錫爐內。當傾角太小時,容易出現橋連等焊接缺陷,而傾角過大,雖然有利于橋連的消除,但是焊點吃錫量太少,容易產生虛焊。軌道傾角應控制在5~7°之間。
軌道傳輸速度在波峰焊接過程中是一個非常重要的參數,因為它的改變將影響整個焊接溫度曲線。當傳輸速度太快時,PCB上助焊劑的涂覆量不足,以及預熱溫度不夠,在焊接過程中容易產生潤濕不良,導致上錫不足、露焊、拉尖等焊接缺陷。當傳輸速度太慢,余熱時間太長,導致助焊劑過渡揮發,同樣導致上錫不足、露焊,而且浸錫時間過長,容易導致橋連。一般軌道傳輸速度范圍在1.2-1.4m/min。
助焊劑更換:
生產過程中,由于空氣中的水分、灰塵,銅箔及元件引線表面的吸附氣體、吸附水膜、氧化物、油脂、塵埃等不斷進入助焊槽,使助焊劑的雜質含量會慢慢上升,當雜質含量大于300×10P-6P時應予以更換。







